













Сварные стальные горячего изгиба трубы
Базовая информация
Модель: USA-071
Описание продукта

Процесс производства
Сварочный процесс производства локоть, если длинный радиус локоть, вы должны сначала выбрать спецификации, выдвинул материала трубы. Соотношение распространения, через теоретические выкладки, общие темпы роста 35% - 33%, и отодвинуть. Короткий радиус 219 мм общей расширяя диаметр размере 50%. Отобранного сырья, материалов согласно спецификации локтя, то считайте, радиус кривизны, например, 90 градусов локоть, его кривизны могут выяснить, сколько материалов могут быть обработаны 90 градусов локоть. Он может быть рассчитан путем теоретического расчета, а затем отрезала с длины. И, наконец, материал подталкивает система.
Возможно, вы видели машину, собственно очень прост. Это Рог в форме Дорна или оправки, оправки изменяется от тонких до толстых, пуш-процесс-это процесс расширения с изгибом. За раздел поддержка трубы для проникновения материала оправки, одна за дугой каркаса будет закреплена оправка. Автомобиль существует в середине, некоторые из автомобилей через гидровлическую передачу, и через некоторое механической трансмиссии, привода винта, а потом толкать машину вперед. Раздвигая трубы по оправке, чтобы идти вперед, за пределы оправки имеет катушки, трубы отопления, отопление хорошее, то телегу толкать вниз по трубе и обработки. После нажатия, локоть на тепловое состояние пластика. Потому что некоторые локтевого сустава правильно обращаться, она будет искажена, что не допускается. Кроме того, после толкатель является, как правило, передний конец наружный диаметр должен быть трансформированы большие пластиковые формы. Пластичную прессформу на самом деле пресс, набор формы, 2.5 дуге, вверх и вниз каждого из них. После формования наружного диаметра готового изделия достиг требуемого размера.
Толщина стенки материала контролируется толщина стенки. Отводы и трубы толщина стенки толерантность-это то же самое, было + 12.5%. В процессе толкания, при нормальных обстоятельствах, толщина стены не должна меняться, но если из-за инструмента причине некоторых местах будет сокращение происходит явление стене, это обычно предоставленный материал и толщина стены плюс некоторые надбавки, такие как локоть является толщина стенки 8.18 мм, как правило, предоставляются около 8,5 мм трубка, помешать в продвижении системы за счет уменьшения толщины местной и супер плохо. После того, как вся форма, наружный диаметр и толщина стенки локтевого достичь требование. Ниже процесс отделки, после дробеструйной обработки, внутренней поверхности и наружной поверхности локтя от удаления железа оксид, концы обработки паза для сварки. После проверки, игры стали слова, баллончик с краской, упаковки и других процессов, можно покинуть завод. Выше 24 "вслед за трубы безшовной стали как сырье, способ обработки локтевых, более 24" после этого более 600 мм, Максимальная локтя между 2.032 м ~2,80 м, изготовлен из стальной пластины. Стальной плиты согласно требованиям нарезать материал, как УОЭ литья, штамповки умереть, штамповки в круг. Есть две половинки, а затем собираются и свариваются. Из-за наличия сварного шва, поэтому мы должны проводить неразрушающий контроль. В связи с наличием сварочных напряжений, термическая обработка должна проводиться. Локоть сварки более чем в два процесса: один-это обнаружение, одним из них является термическая обработка. Другими программами тоже самое.
труба загиба
Высокая точность, обеспечивает угол длина (+/-0.1), аккорд
Снижение затрат против других нагибает
Короткое построены
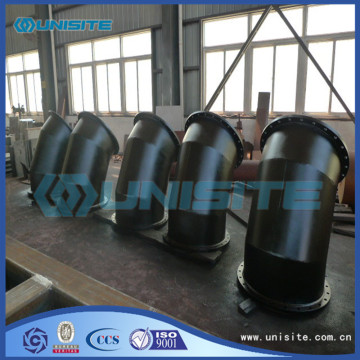
Фотографии наши сваренные стальные горячего изгиба трубы




Как связаться с нами?
Пошлите ваши детали дознания в внизу, щелчок "пошлите" теперь!
Группа Продуктов : Изгиб трубы > Сварные загиба